
Your stencils wash out with soft edges and lost details. This forces you to re-burn screens, wasting time, emulsion, and film, and delaying important jobs.
High black density means your film is extremely opaque. This blocks UV light more effectively during screen exposure. The result is a sharper, harder stencil with crisp edges that holds even the finest details, ensuring a high-quality print.

In my work, I talk to printing companies every day. A common frustration is inconsistent screen quality. They often blame their emulsion or exposure unit, but many times, the real issue is the film positive itself. A film that isn't truly black just can't do its job properly. It's a small detail that makes a huge difference in the final product. Let's break down why this density is so critical.
What's the Connection Between Black Density and a Sharper Stencil?
You print a film with fine lines or small text. After exposing the screen, those critical details wash away down the drain, leaving a useless stencil.
High density creates a perfect light mask. It prevents UV light from scattering or seeping under the edges of your design. This ensures the emulsion only hardens where it's supposed to, creating clean edges and preventing fine details from being blown out.
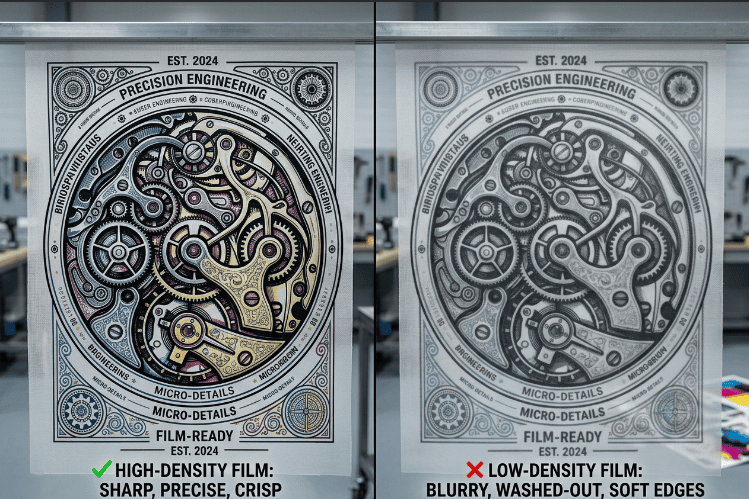
Think of your film positive as a dam holding back UV light. If the dam is weak or porous (low density), light is going to leak through and around it. This is called light scatter or undercutting. This stray light partially hardens the emulsion under your image areas—the very parts you want to wash out. When you go to rinse the screen, these partially hardened areas are weak and either blow out entirely or leave a jagged, blurry edge. As a product manager, I've seen tests that show this clearly. A high-density film, like the ones we create at SeyFilm, acts like a solid concrete dam. It creates such a sharp barrier between light and dark that the emulsion edge becomes incredibly crisp and durable. This is the only way to reliably hold onto tiny, high-profit details like small text or intricate graphic patterns.
Density's Direct Impact on Stencils
| Film Characteristic | Low Black Density | High Black Density |
|---|---|---|
| UV Light Blocking | Incomplete, allows light scatter | Complete, sharp barrier |
| Stencil Edges | Soft, jagged, or blurry | Crisp, clean, and sharp |
| Fine Detail | Often lost during washout | Maintained perfectly |
| Exposure Success | Inconsistent, high failure rate | Consistent and reliable |
How Does Film Density Impact Multi-Color Print Jobs?
Your multi-color prints don't line up perfectly. The colors bleed into one another, creating a fuzzy, unprofessional final product that clients will reject.
High-density film creates clean, sharp stencils for every color layer. This allows for tight registration and precise color alignment. It prevents the fuzzy edges that cause colors to overlap incorrectly, resulting in a crisp, professional multi-color print.
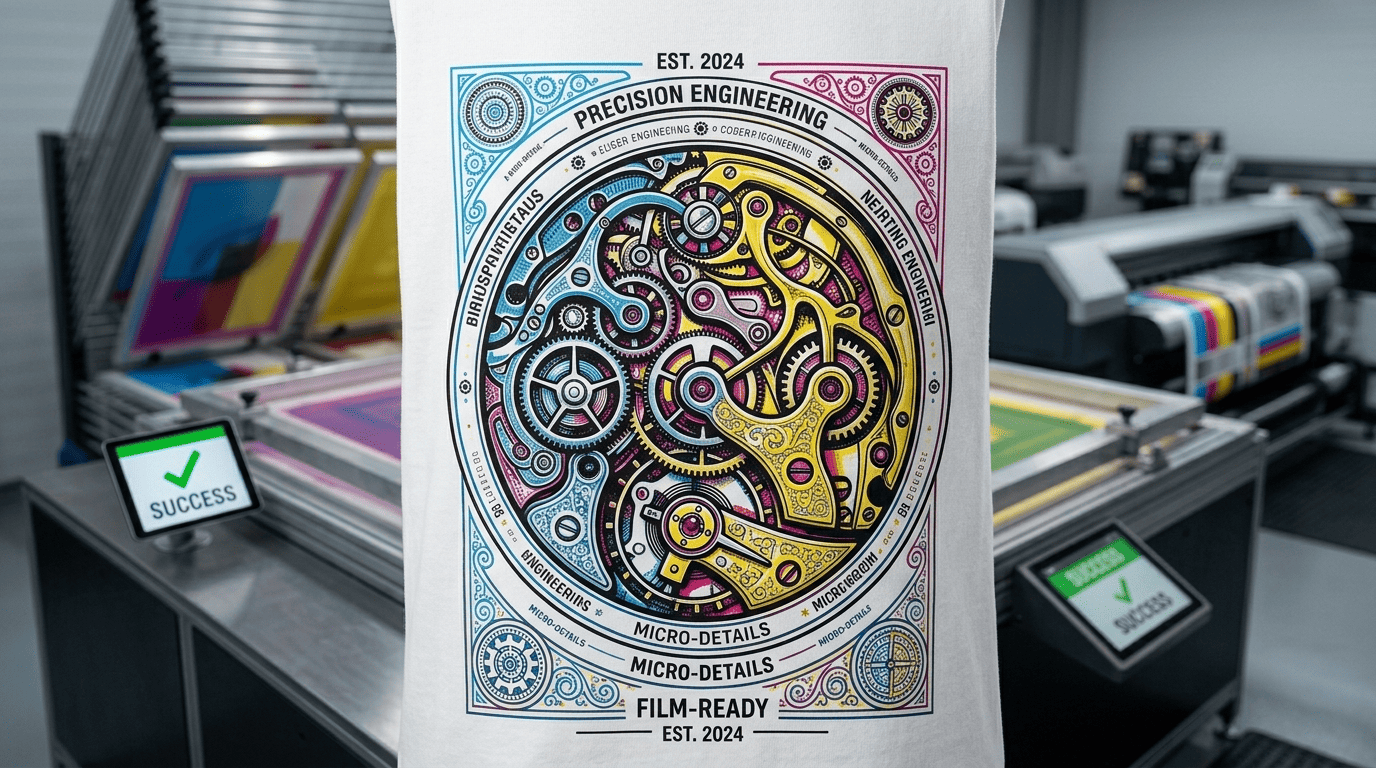
For multi-color jobs, registration is everything. Each color needs to land exactly where it belongs. The problem with stencils made from low-density films is that their fuzzy edges are inconsistent. This means the printed shape of a color layer might be slightly larger or smaller than it should be. When you try to print the next color on top, the tiny errors add up, and the alignment is thrown off. I worked with an advertising company that was having this exact problem with a logo print. The colors kept overlapping incorrectly. When we examined their process, we found their film positives just weren't dark enough. Once they switched to a true high-density film, the stencils they produced had super sharp edges. This gave them a consistent, hard "wall" for each color, and their registration problems vanished. Their prints were finally crisp and professional.
Is High-Density Film Becoming the New Industry Standard?
You see your competitors producing incredibly detailed prints. You're trying to keep up, but your current materials seem to be holding your business back.
Yes, it absolutely is. As clients demand higher quality and more detailed prints, high-density film is no longer a luxury—it's a requirement. Advanced microporous coatings and specialized inks are the technology behind this standard, ensuring professional-grade results every time.
The market is always pushing for better quality. What was considered a great print ten years ago might be seen as average today. This is why material science is so important. High-density screen printing plate exposure film isn't just about pouring more black dye into the ink. It's about sophisticated technology. Our films use a special microporous coating. This coating is engineered to grab and hold pigment ink particles right on the surface, preventing them from soaking in. This process stacks the particles to create an incredibly dense, light-proof layer. As a mom of two, I think about building things that last, and it's the same at work. We focus on these core technologies because they provide the foundation for our customers' success. Using these advanced films elevates a print shop's capabilities, allowing them to confidently take on more complex, higher-margin jobs. It's a key investment to stay competitive.
Conclusion
High black density is essential for professional results. It ensures a perfect UV block, creating sharper stencils for crisp, high-quality prints that will keep your clients happy.
